

|
| MOQ: | 900KG |
| Preis: | Negotiation |
| Standardverpackung: | 25KG/CTN, 36CTN/PALLET oder kleine Verpackung |
| Lieferfrist: | 30days |
| Zahlungs-Methode: | L/C, T/T |
| Lieferkapazität: | 500Ton/Month |
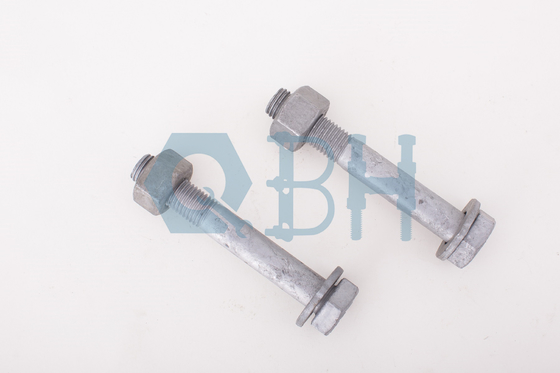
8,8 HDG-Kohlenstoffstahl M16 zu den elektrischen Befestigern M36
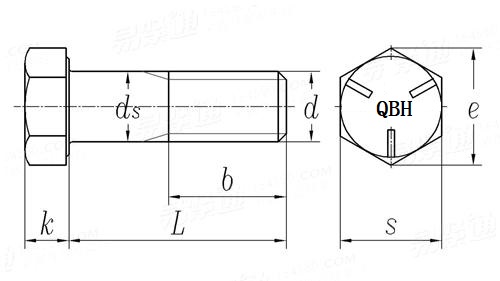
Spezifikation
8,8 dehnbarer struktureller Bolzen AS1252
Strukturelle Bolzen Allfasteners AS1252 sind ein kompletter Zusammenbau des Bolzens, Nuss und Waschmaschine. Vorgewählt durch die, die von den Qualitätsprodukten abhängen, die dort in Projekt installiert sind, um die Bedingungen von australischen strukturellen Standards zu erfüllen.
|
|||||||
|
Prozessfluß
Kaltes Schmieden
Vergütungsbehandlung (wenn Bedarf) ➨ Drahtziehen ➨ Klumpen, der ➨ Gewindeschneiden ➨make Wärmebehandlung schmiedet (wenn Bedarf) ➨ Ende-➨ Verpackung
Warmschmieden
Materielles ➨ Warmschmieden ➨ Drehen➨ schneiden, schrumpfen Sie Durchmesser (halber Faden) ➨thread Rollen ➨ machen Wärmebehandlung (wenn Bedarf) ➨ Ende-➨ Verpackung
Produkt-Grad
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| NEIN. | Mechanisch oder physikalische Eigenschaft |
Eigentumsklasse | ||||||||||
| 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 9,8 | 10,9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | Dehnfestigkeit Rm, Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| Maximum. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Niedrigere Streckgrenze ReL, Mpa |
nom.c | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- |
| Maximum. | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- | ||
| 3 | Druck bei 0,2% unproportialer Verlängerung RP0,2, Mpa |
nom.c | -- | -- | -- | -- | -- | 640 | 640 | 720 | 900 | 1080 |
| Maximum. | -- | -- | -- | -- | -- | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Druck bei unproportialer Verlängerung von 0,0048 d für Größengleichbefestiger Rpf, Mpa |
nom.c | -- | 320 | -- | 400 | 480 | -- | -- | -- | -- | -- |
| Maximum. | -- | 340e | -- | 420e | 480e | -- | -- | -- | -- | -- | ||
| 5 | Druck unter Beweislast SPF, Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Prüfen Sie SP, nom-/ReLminute oder Stärke SP, nom/Rp0.2min oder rati SP, nom/Rpf Minute |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Prozentsatzverlängerung nach Bruch für maschinell bearbeitete Probekörper, A, % |
Min. | 22 | -- | 20 | -- | -- | 12 | 12 | 10 | 9 | 8 |
| 7 | Prozentsatzreduzierung des Bereichs nachher Bruch für maschinell bearbeitete Probekörper, Z, % |
Min. | -- | 52 | 48 | 48 | 44 | |||||
| 8 | Verlängerung nach Bruch für Größengleich Befestiger, Af |
Min. | -- | 0,24 | -- | 0,22 | 0,2 | -- | -- | -- | -- | -- |
| 9 | Hauptstichhaltigkeit | Kein Bruch | ||||||||||
| 10 | Vickers-Härte, Hochspg, F≥98N |
Min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| Maximum. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinellhärte, HBW , F=30D-² |
Min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| Maximum. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell-Härte, HRB, HRB |
Min. | 67 | 71 | 79 | 82 | 89 | |||||
| Maximum. | 95g | 99,5 | ||||||||||
| Rockwell-Härte, HRC |
Min. | -- | 22 | 23 | 28 | 32 | 39 | |||||
| Maximum. | -- | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Oberflächenhärte Hochspg 0,3 |
Maximum. | -- | h | h, J | h, J | ||||||
| 14 | Höhe nicht-decarburized Fadenzone, E, Millimeter | Min. | -- | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Tiefe der kompletten Entkohlung in Faden, G, Millimeter |
Maximum. | -- | 0,015 | |||||||||
| 15 | Reduzierung von Härte nachdem dem Retempering, Hochspg | Maximum. | -- | 20 | ||||||||
| 16 | Brechen des Drehmoments, MB, N·m |
Min. | -- | in Übereinstimmung mit ISO 898-7 | ||||||||
| 17 | Schlagfestigkeit, KVK, I, J |
Min. | -- | 27 | -- | 27 | 27 | 27 | 27 | m | ||
| 18 | Oberflächenintegrität in Übereinstimmung mit | ISO 6157-1n | ISO 6157-3 | |||||||||
|
beantragen Werte nicht das strukturelle Weglaufen. |
||||||||||||
Materialien und chemisches compstition
1008
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| CHEMISCHES COMPOSI % | ||||||
| C | Si | Mangan | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | MO |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | MO |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Ende
EINFACHES NICKEL ZP YZP SCHWARZ-HDG DACROMET GEOMET CHROME UND SO WEITER
VERPACKUNG
QBH-MASSE
20-25KG/CTN, 36CTNS/PALLET
20-30KG/BAGS, 36BAGS/PALLET
EIN TON/BOXES
TROMMEL DES EISEN-50KG/, 12 EISEN DRUMS/PALLET
KLEINE VERPACKUNG QBH
Verpackung in den Kästchen entsprechend den Anforderungen des Kunden
Verpackung in der Plastiktasche entsprechend den Anforderungen des Kunden
QBH-PALETTEN-ART
FESTE HÖLZERNE RÄUCHERUNGS-PALETTE
EUROpalette
DREI SCHIENEN-PALETTE
HOLZKISTE
Die Vorteile von QBH
Produktanwendung
Hochfeste strukturelle Bolzen HDG AS1252 Gr8.8
Die Bolzen der AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik hat Maschineneinschraubgewinde auf einem Ende und Hexenkopf auf dem anderen mit einem Waschmaschinengesicht unter dem Kopf für eine bessere Dichtung zusammen. Diese Bolzen können in eine Maschine direkt festziehen, weil AS1252 Bolzenmutterwaschmaschine HDG-Fabrik hat Waschmaschinen und Nüsse zusammenbauen, die der gleiche Grad und Ende als der Hexenbolzen sind. Teilweise lässt Gewindeschaft einen stärkeren Griff zwischen Gegenständen und weniger Scherbewegung zu.
AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik wird verfasst aus Bolzen, Nuss und Waschmaschine zusammen. AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik muss alle mögliche Löcher für bestes Ergebnis vorbohren zusammen. Ziehen Sie diese Rändelschrauben mit einem Schlüssel für mehr Drehmomentweilebefestigung fest. Dieses bauen Bolzenmutterwaschmaschine ist passend für das Befestigen meiste die Sachanlagen zusammen.
Bolzen AS1252 werden vorangegangen, benutzt außen Schraub-Verbindungselemente, um zwei Gegenstände, häufig Metall oder Holz, in einer örtlich festgelegten Position im Verhältnis zu gegenseitig zu halten. Anders als Schrauben die ihre eigenen Faden, Bolzenpaare mit den Innengewinden von Nüssen schnitten, um an Ort und Stelle zu bleiben und das gewünschte Niveau der Spannung in der Schraubenverbindung sicherzustellen. Der Gebrauch von Nusshilfen in der Zerlegung und in der Wiederversammlung. Darüber hinaus haben Bolzen im Allgemeinen eine größere lastentragende Kapazität als Schrauben aber Mangel eine sich verjüngende Welle. Die Hauptart des Bolzens bestimmt das Werkzeug, das für das Festziehen und die Lockerung erfordert wird. Bolzen sind für das Zusammenhalten alles von Möbel zu Maschinerie zu den Brücken verantwortlich.
Bolzen AS1252 umfassen völlig verlegte Schrauben und teilweise verlegte Schrauben. Völlig verlegte Schrauben engagieren sich in geklopft, Gewindebohrung vollständig zum Kopf. Wählen Sie diese, wenn seitlich Kraft kein Interesse ist. Teilweise verlegte Schrauben haben einen ausgefädelten Teil unter dem Kopf für haltene Macht, wenn Kraft von der Seite aufgewendet wird. Der ausgefädelte Teil ist stärker als der verlegte Teil der Schraube. Gewindelänge schwankt möglicherweise vom minimale Gewindelänge erschienenen völlig Faden.
AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik ist bestimmt für die hohen Lasteinleitungen zusammen, die eine hochfeste Stärke, besonders die die Verbindung erfordern, die an Stahl, wie den Bau von Brücken und von Gebäuden Stahl ist. AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik muss alle mögliche Löcher für bestes Ergebnis vorbohren und Waschmaschinen und Nüsse benutzen zusammen, die ein ähnlicher Grad und ein Ende sind. Ziehen Sie diese Rändelschrauben mit einem Schlüssel für mehr Drehmomentweilebefestigung fest.
|
|
| MOQ: | 900KG |
| Preis: | Negotiation |
| Standardverpackung: | 25KG/CTN, 36CTN/PALLET oder kleine Verpackung |
| Lieferfrist: | 30days |
| Zahlungs-Methode: | L/C, T/T |
| Lieferkapazität: | 500Ton/Month |
8,8 HDG-Kohlenstoffstahl M16 zu den elektrischen Befestigern M36
Spezifikation
8,8 dehnbarer struktureller Bolzen AS1252
Strukturelle Bolzen Allfasteners AS1252 sind ein kompletter Zusammenbau des Bolzens, Nuss und Waschmaschine. Vorgewählt durch die, die von den Qualitätsprodukten abhängen, die dort in Projekt installiert sind, um die Bedingungen von australischen strukturellen Standards zu erfüllen.
|
|||||||
|
Prozessfluß
Kaltes Schmieden
Vergütungsbehandlung (wenn Bedarf) ➨ Drahtziehen ➨ Klumpen, der ➨ Gewindeschneiden ➨make Wärmebehandlung schmiedet (wenn Bedarf) ➨ Ende-➨ Verpackung
Warmschmieden
Materielles ➨ Warmschmieden ➨ Drehen➨ schneiden, schrumpfen Sie Durchmesser (halber Faden) ➨thread Rollen ➨ machen Wärmebehandlung (wenn Bedarf) ➨ Ende-➨ Verpackung
Produkt-Grad
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| NEIN. | Mechanisch oder physikalische Eigenschaft |
Eigentumsklasse | ||||||||||
| 4,6 | 4,8 | 5,6 | 5,8 | 6,8 | 8,8 | 9,8 | 10,9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | Dehnfestigkeit Rm, Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| Maximum. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Niedrigere Streckgrenze ReL, Mpa |
nom.c | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- |
| Maximum. | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- | ||
| 3 | Druck bei 0,2% unproportialer Verlängerung RP0,2, Mpa |
nom.c | -- | -- | -- | -- | -- | 640 | 640 | 720 | 900 | 1080 |
| Maximum. | -- | -- | -- | -- | -- | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Druck bei unproportialer Verlängerung von 0,0048 d für Größengleichbefestiger Rpf, Mpa |
nom.c | -- | 320 | -- | 400 | 480 | -- | -- | -- | -- | -- |
| Maximum. | -- | 340e | -- | 420e | 480e | -- | -- | -- | -- | -- | ||
| 5 | Druck unter Beweislast SPF, Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Prüfen Sie SP, nom-/ReLminute oder Stärke SP, nom/Rp0.2min oder rati SP, nom/Rpf Minute |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Prozentsatzverlängerung nach Bruch für maschinell bearbeitete Probekörper, A, % |
Min. | 22 | -- | 20 | -- | -- | 12 | 12 | 10 | 9 | 8 |
| 7 | Prozentsatzreduzierung des Bereichs nachher Bruch für maschinell bearbeitete Probekörper, Z, % |
Min. | -- | 52 | 48 | 48 | 44 | |||||
| 8 | Verlängerung nach Bruch für Größengleich Befestiger, Af |
Min. | -- | 0,24 | -- | 0,22 | 0,2 | -- | -- | -- | -- | -- |
| 9 | Hauptstichhaltigkeit | Kein Bruch | ||||||||||
| 10 | Vickers-Härte, Hochspg, F≥98N |
Min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| Maximum. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinellhärte, HBW , F=30D-² |
Min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| Maximum. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell-Härte, HRB, HRB |
Min. | 67 | 71 | 79 | 82 | 89 | |||||
| Maximum. | 95g | 99,5 | ||||||||||
| Rockwell-Härte, HRC |
Min. | -- | 22 | 23 | 28 | 32 | 39 | |||||
| Maximum. | -- | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Oberflächenhärte Hochspg 0,3 |
Maximum. | -- | h | h, J | h, J | ||||||
| 14 | Höhe nicht-decarburized Fadenzone, E, Millimeter | Min. | -- | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Tiefe der kompletten Entkohlung in Faden, G, Millimeter |
Maximum. | -- | 0,015 | |||||||||
| 15 | Reduzierung von Härte nachdem dem Retempering, Hochspg | Maximum. | -- | 20 | ||||||||
| 16 | Brechen des Drehmoments, MB, N·m |
Min. | -- | in Übereinstimmung mit ISO 898-7 | ||||||||
| 17 | Schlagfestigkeit, KVK, I, J |
Min. | -- | 27 | -- | 27 | 27 | 27 | 27 | m | ||
| 18 | Oberflächenintegrität in Übereinstimmung mit | ISO 6157-1n | ISO 6157-3 | |||||||||
|
beantragen Werte nicht das strukturelle Weglaufen. |
||||||||||||
Materialien und chemisches compstition
1008
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| CHEMISCHES COMPOSI % | ||||||
| C | Si | Mangan | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| CHEMISCHES COMPOSI % | |||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | MO |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| CHEMISCHES COMPOSI % | ||||||||
| C | Si | Mangan | P | S | Cr | Ni | Cu | MO |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Ende
EINFACHES NICKEL ZP YZP SCHWARZ-HDG DACROMET GEOMET CHROME UND SO WEITER
VERPACKUNG
QBH-MASSE
20-25KG/CTN, 36CTNS/PALLET
20-30KG/BAGS, 36BAGS/PALLET
EIN TON/BOXES
TROMMEL DES EISEN-50KG/, 12 EISEN DRUMS/PALLET
KLEINE VERPACKUNG QBH
Verpackung in den Kästchen entsprechend den Anforderungen des Kunden
Verpackung in der Plastiktasche entsprechend den Anforderungen des Kunden
QBH-PALETTEN-ART
FESTE HÖLZERNE RÄUCHERUNGS-PALETTE
EUROpalette
DREI SCHIENEN-PALETTE
HOLZKISTE
Die Vorteile von QBH
Produktanwendung
Hochfeste strukturelle Bolzen HDG AS1252 Gr8.8
Die Bolzen der AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik hat Maschineneinschraubgewinde auf einem Ende und Hexenkopf auf dem anderen mit einem Waschmaschinengesicht unter dem Kopf für eine bessere Dichtung zusammen. Diese Bolzen können in eine Maschine direkt festziehen, weil AS1252 Bolzenmutterwaschmaschine HDG-Fabrik hat Waschmaschinen und Nüsse zusammenbauen, die der gleiche Grad und Ende als der Hexenbolzen sind. Teilweise lässt Gewindeschaft einen stärkeren Griff zwischen Gegenständen und weniger Scherbewegung zu.
AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik wird verfasst aus Bolzen, Nuss und Waschmaschine zusammen. AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik muss alle mögliche Löcher für bestes Ergebnis vorbohren zusammen. Ziehen Sie diese Rändelschrauben mit einem Schlüssel für mehr Drehmomentweilebefestigung fest. Dieses bauen Bolzenmutterwaschmaschine ist passend für das Befestigen meiste die Sachanlagen zusammen.
Bolzen AS1252 werden vorangegangen, benutzt außen Schraub-Verbindungselemente, um zwei Gegenstände, häufig Metall oder Holz, in einer örtlich festgelegten Position im Verhältnis zu gegenseitig zu halten. Anders als Schrauben die ihre eigenen Faden, Bolzenpaare mit den Innengewinden von Nüssen schnitten, um an Ort und Stelle zu bleiben und das gewünschte Niveau der Spannung in der Schraubenverbindung sicherzustellen. Der Gebrauch von Nusshilfen in der Zerlegung und in der Wiederversammlung. Darüber hinaus haben Bolzen im Allgemeinen eine größere lastentragende Kapazität als Schrauben aber Mangel eine sich verjüngende Welle. Die Hauptart des Bolzens bestimmt das Werkzeug, das für das Festziehen und die Lockerung erfordert wird. Bolzen sind für das Zusammenhalten alles von Möbel zu Maschinerie zu den Brücken verantwortlich.
Bolzen AS1252 umfassen völlig verlegte Schrauben und teilweise verlegte Schrauben. Völlig verlegte Schrauben engagieren sich in geklopft, Gewindebohrung vollständig zum Kopf. Wählen Sie diese, wenn seitlich Kraft kein Interesse ist. Teilweise verlegte Schrauben haben einen ausgefädelten Teil unter dem Kopf für haltene Macht, wenn Kraft von der Seite aufgewendet wird. Der ausgefädelte Teil ist stärker als der verlegte Teil der Schraube. Gewindelänge schwankt möglicherweise vom minimale Gewindelänge erschienenen völlig Faden.
AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik ist bestimmt für die hohen Lasteinleitungen zusammen, die eine hochfeste Stärke, besonders die die Verbindung erfordern, die an Stahl, wie den Bau von Brücken und von Gebäuden Stahl ist. AS1252 Bolzenmutterwaschmaschine bauen HDG-Fabrik muss alle mögliche Löcher für bestes Ergebnis vorbohren und Waschmaschinen und Nüsse benutzen zusammen, die ein ähnlicher Grad und ein Ende sind. Ziehen Sie diese Rändelschrauben mit einem Schlüssel für mehr Drehmomentweilebefestigung fest.

